
Hotlaborbesichtigung durch die Konstrukteur-Lernenden
Am Freitag 16.11.18 durften wir (die Lernenden Konstrukteur) das PSI Hotlabor besichtigen. Wir versammelten uns um 10.30 Uhr beim Gebäude. Nach einer kurzen Sicherheitsinformation über das Verhalten im Hotlabor wurden wir im Eingangsbereich gebeten laborgeeignete Overalls und Schuhüberzieher anzuziehen. Anschliessend konnten wir weiter in das Hotlabor eintreten. Die Besichtigung wurde am Anfang mit einigen grundlegenden Informationen zum Hotlabor eingeleitet. Zum Beispiel, dass es in den 60er Jahren in Betrieb genommen wurde. Das Hotlabor wird ständig aufgerüstet und verbessert, um dessen Betrieb immer den aktuellsten Vorschriften anzupassen.
Unter den vielen Arbeiten werden in den Hotzellen des Hotlabors auch Brennstäbe mittels Laser genau vermessen. Es werden Durchmesser sowie die Rundheit des Brennstabes im Mikrometerbereich aufgenommen. Um die Elektronik der Lasermessvorrichtung vor der Strahlung zu schützen, wird der Lasermessstrahl über Spiegel auf den zu messenden Brennstab geschickt. Die Elektronik kann somit hinter einer dicken Abschirmung geschützt werden.
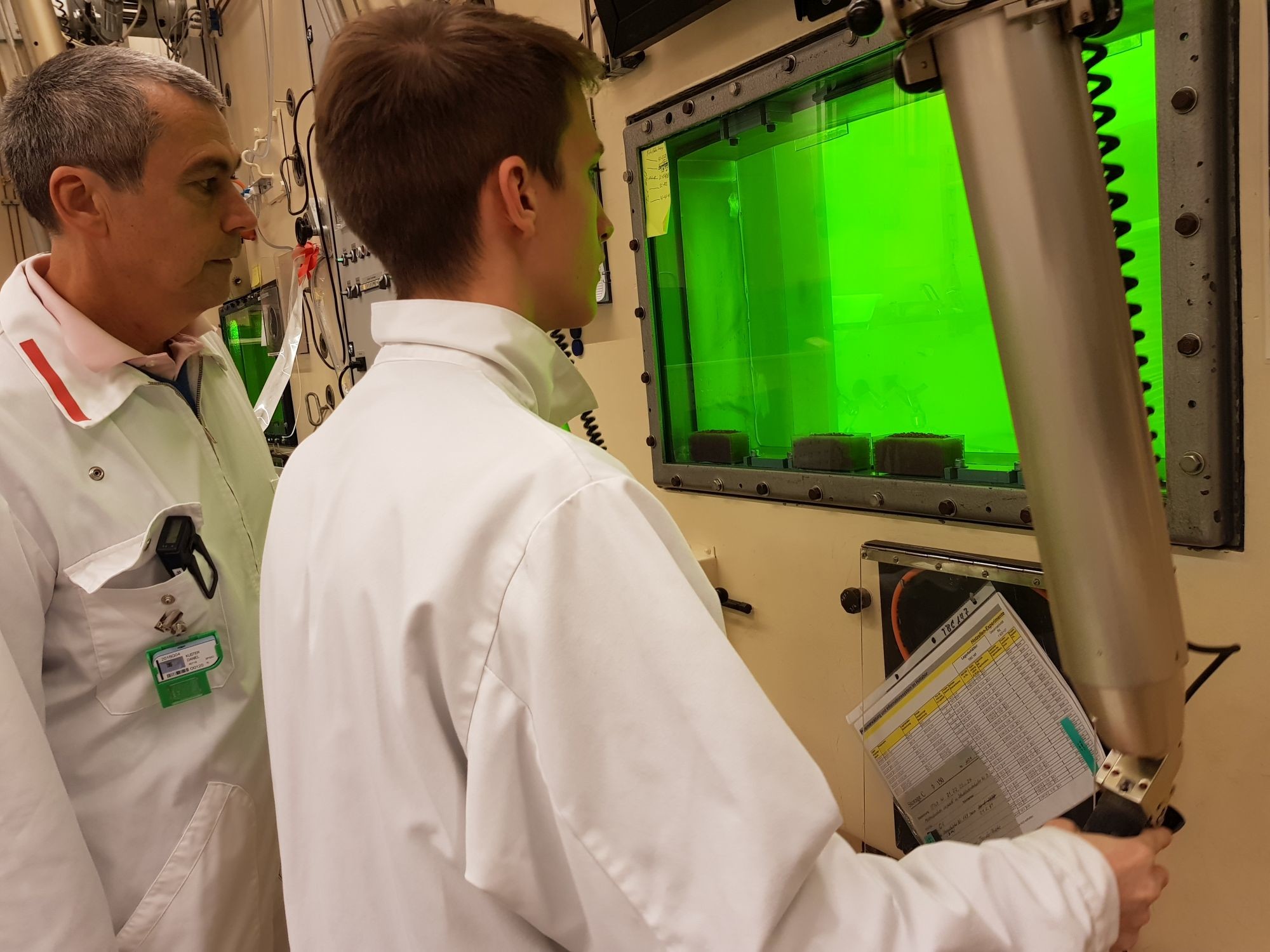
Danach widmeten wir uns den Hotzellen, in den 5 Hotzellen werden Brennstäbe von Kernkraftwerken und bestrahlte Materialien aus der Forschung untersucht. Eine komplette Untersuchung von 10 Brennstäben dauert ungefähr 2 Jahre. Die Stäbe werden in der ersten Hotzelle zuerst visuell untersucht. Danach folgen Profilometrie, Oxidschichtdickenmessungen, Gammaspektrometrie, Spaltgasanalyse und Innenfreivolumenmessungen. In der zweiten Hotzelle werden die Stäbe mit Hilfe einer speziell entwickelten Vorrichtung zerkleinert. Wir erfuhren, dass diese Schneidvorrichtung ein ehemaliges Lehrlingsprojekt gewesen sei. Danach wurden wir darüber informiert, dass viele Vorrichtungen und spezielle Werkzeuge, welche im Hotlabor eingesetzt werden, speziell im PSI intern entwickelt oder umgebaut werden. Die Vorrichtungen müssen zum Teil in den Hotzellen mittels Manipulatoren zusammengebaut werden. Die Bauteile werden von aussen durch eine Schleuse in die Hotzellen gebracht. Deswegen müssen vorgegebene maximale Dimensionen eingehalten werden.
Nach dem Schneiden der Brennstäbe werden die geschnittenen Brennstabsegmente in weiteren Hotzellen des Hotlabors untersucht. Hierzu gehören vor allem Metallographie, sowie quantitative und qualitative Materialanalysen.
Unter den vielen Arbeiten werden in den Hotzellen des Hotlabors auch Brennstäbe mittels Laser genau vermessen. Es werden Durchmesser sowie die Rundheit des Brennstabes im Mikrometerbereich aufgenommen. Um die Elektronik der Lasermessvorrichtung vor der Strahlung zu schützen, wird der Lasermessstrahl über Spiegel auf den zu messenden Brennstab geschickt. Die Elektronik kann somit hinter einer dicken Abschirmung geschützt werden.
Danach widmeten wir uns den Hotzellen, in den 5 Hotzellen werden Brennstäbe von Kernkraftwerken und bestrahlte Materialien aus der Forschung untersucht. Eine komplette Untersuchung von 10 Brennstäben dauert ungefähr 2 Jahre. Die Stäbe werden in der ersten Hotzelle zuerst visuell untersucht. Danach folgen Profilometrie, Oxidschichtdickenmessungen, Gammaspektrometrie, Spaltgasanalyse und Innenfreivolumenmessungen. In der zweiten Hotzelle werden die Stäbe mit Hilfe einer speziell entwickelten Vorrichtung zerkleinert. Wir erfuhren, dass diese Schneidvorrichtung ein ehemaliges Lehrlingsprojekt gewesen sei. Danach wurden wir darüber informiert, dass viele Vorrichtungen und spezielle Werkzeuge, welche im Hotlabor eingesetzt werden, speziell im PSI intern entwickelt oder umgebaut werden. Die Vorrichtungen müssen zum Teil in den Hotzellen mittels Manipulatoren zusammengebaut werden. Die Bauteile werden von aussen durch eine Schleuse in die Hotzellen gebracht. Deswegen müssen vorgegebene maximale Dimensionen eingehalten werden.
Nach dem Schneiden der Brennstäbe werden die geschnittenen Brennstabsegmente in weiteren Hotzellen des Hotlabors untersucht. Hierzu gehören vor allem Metallographie, sowie quantitative und qualitative Materialanalysen.
Wir durften danach die Manipulatoren selber bedienen, natürlich nur mit einfachen Gegenständen. Wir merkten sofort, dass sie doch einen gewissen körperlichen Einsatz des Bedieners erfordern. Sie sind auch am Anfang sehr schwer zu bedienen. Man braucht einige Jahre an Training um die Manipulatoren komplett zu beherrschen. Die Mitarbeiter vom Hotlabor können mit bis zu M2 Schrauben hantieren. Wir erfuhren, dass die Manipulatoren mechanisch und elektrisch funktionieren, an den Griffen befinden sich Tasten, um diese elektrisch zu steuern.
Sicherheit ist eine sehr grosse Priorität im Hotlabor. So existiert ein mehrfaches Unterdrucksystem in den Hotzellen, um ein Austreten von Radioaktivität zu vermeiden. Die Hotzelle wird beim Schneiden der Brennstäbe mit Stickstoff geflutet, dadurch wird die Entwicklung von Feuer vermieden.
Wir machten auch eine kurze Besichtigung in die Werkstatt des Hotlabors. Hier sahen wir einige Maschinen, welche eingesetzt werden. Um verschiedene Proben aus den bestrahlten Materialien herzustellen, wird eine Erodiermaschine in die Hotzelle gebracht. Diese Maschine wurde im Hotlabor für den Hotzelleneinsatz umgebaut. Die Hauptziele des Hotlabors sind folgende:
- Erhaltung des Know Hows im nuklearen Bereich
- Unterstützung der Kernkraftwerke bei Sicherheitsfragen
- Optimierung der Effizienz von Kernkraftwerken
- Materialforschung
- Userlabor für verschiedene Benutzer
Wir bedanken uns für die informative und spannende Führung durch das PSI Hotlabor.

Israel A. (Konstrukteur 4. LJ)